



观看我们的产品视频,就像打开了一扇通往防撞护栏【中央分隔栏】一手货源产品世界的窗户。您将看到产品的每一个细节,感受到它的每一处独特之处。视频将为您呈现一个真实、立体的产品形象,让您对它有更深入的了解和认识。
以下是:防撞护栏【中央分隔栏】一手货源的图文介绍

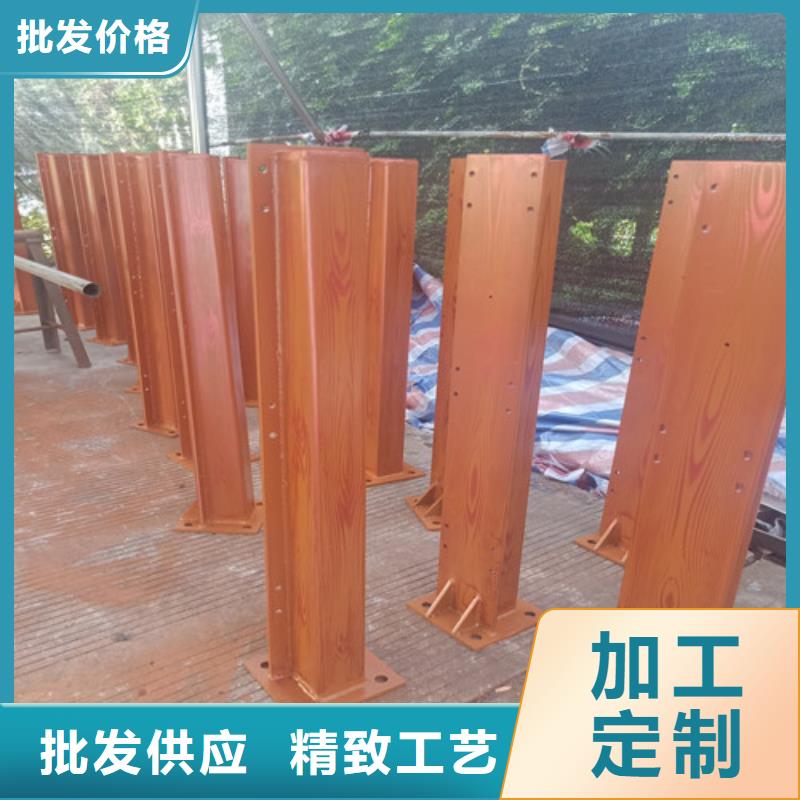
不锈钢复合管防撞护栏焊接随着工业化的不断发展,对不锈钢复合管护栏焊接技术的要求也越来越高,而不锈钢复合管护栏焊接温度是焊管生产的重要工艺参数之一,它不仅对不锈钢复合管护栏焊接质量能够产生直接的影响,而且还在很大程度上影响劳动生产率,因此需要对不锈钢复合管护栏焊接技术中的温度进行严格把控。<br /> 锡不锈钢复合管护栏焊接的标准温度因作业类型不同有不同:<br /> 不锈钢复合管护栏焊接的工作环境温度的话好是20℃~30℃。<br /> 1、有铅不锈钢复合管护栏焊接作业: 烙铁温度: 250~270℃: 不耐高温组件,如太阳能,晶振,SMD,LED,小PVC线等组件 270~320℃: 其它一般组件。<br /> 2、无铅不锈钢复合管护栏焊接作业: 不锈钢复合管护栏焊接类别 不锈钢复合管护栏焊接温度(℃) 不锈钢复合管护栏焊接时间(S) 例举/备注 太阳能 250~270℃ ≤3秒 采用OK恒温SP-200专用不锈钢复合管护栏焊接 温度敏感电子组件 260~280℃ ≤3秒 晶震,LED,陶瓷电容…..等 CHIP型电子元器件 260~280℃ ≤3秒 CHIP型电容,电阻,二极管….等 耐高温电子元器件 320~350℃ ≤3秒 传统型二极管,三极体,晶体管,电解电容等 PVC线/PVC排线 290~400℃ ≤2秒 PVC线/PVC排线 五金焊件 360~400℃ ≤4秒 电池极片,电源线,弹簧….等 排线 360~400℃ ≤4秒 排线.<br /> 3、无铅预热盘温度: 120~140℃ ( 修补贴片电容时,PCB和电容须先预热) 预热盘温度: 120~130℃ ( 修补贴片电容时,PCB和电容须先预热) 时 间: ≤ 3 S (特殊要求除外) 烙铁功率: 25~60W<br /> 4. 管道不锈钢复合管护栏焊接<br /> 一般都是气温不能低于0℃。


不锈钢复合管的制造经常是在有粉尘的场地中止,空气中常带有许多粉尘,它们不时地落在设备表面。它们可以用水或碱性溶液去除掉。不过,有附着力的尘垢需求高压水或蒸气中止清算。除粉尘外,表面铁的来源很多,其中包括用普通碳钢钢丝刷清算和用以前在普碳钢,低合金钢或铸铁件上运用过的砂子、玻璃珠或其它磨料中止喷丸处置,或在不锈钢部件及设备左近对前面提到的非不锈钢制品中止修磨。制造前或制造过程中有时会看到不锈钢产品或设备上生锈,这说明表面遭到严重。设备投入运用前必需把锈掉,彻底清算过的表面应经过铁实验和/或水实验中止检验。 流体用不锈钢复合管是一种具有中空截面,从头到尾的没有焊缝。不锈钢复合管制品与圆钢等实心钢材相比,在抗弯抗扭强度相同时,重量较轻是一种经济截面钢材,普遍用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等。 同质化严重是各个行业竞争的通病,相同的情况下大家拼的就是价钱战了,饿死同行累死自己的例子不胜枚举。但是也有一些企业不时创新,以顾客需求为己任,逐渐在行业中成为佼佼者,成为顾客心目中无可替代的品牌。在自来水不锈钢复合管行业,就是行业中无可替代的品牌。 内衬复合管焊接纳配件的安装尺寸是按照其管道所用的配件尺寸;几何尺寸是按其材料管在制造中衍生致。内衬不锈钢复合钢管配件的焊接是严厉按焊接工艺参数控制;用自动焊接机使焊缝、焊接几何外形基本统一,焊接、可靠。 304不锈钢复合管:具有良好的耐蚀性,耐热性,低温强度和机械性能,冲孔,弯曲,如热加工性好,无热处置硬化现象。目的:餐具、橱柜、锅炉、汽车配件、器械、建筑材料、食品(运用温度-196C到700C)310不锈钢复合管主要特性是:耐高温,常用的锅炉,汽车的尾气。



无论是电话或在线咨询,只要您需要一鸣路桥工程有限公司会及时给予专业的答疑指导,我们为您提供专业的 河源紫金防撞立柱解决方案。

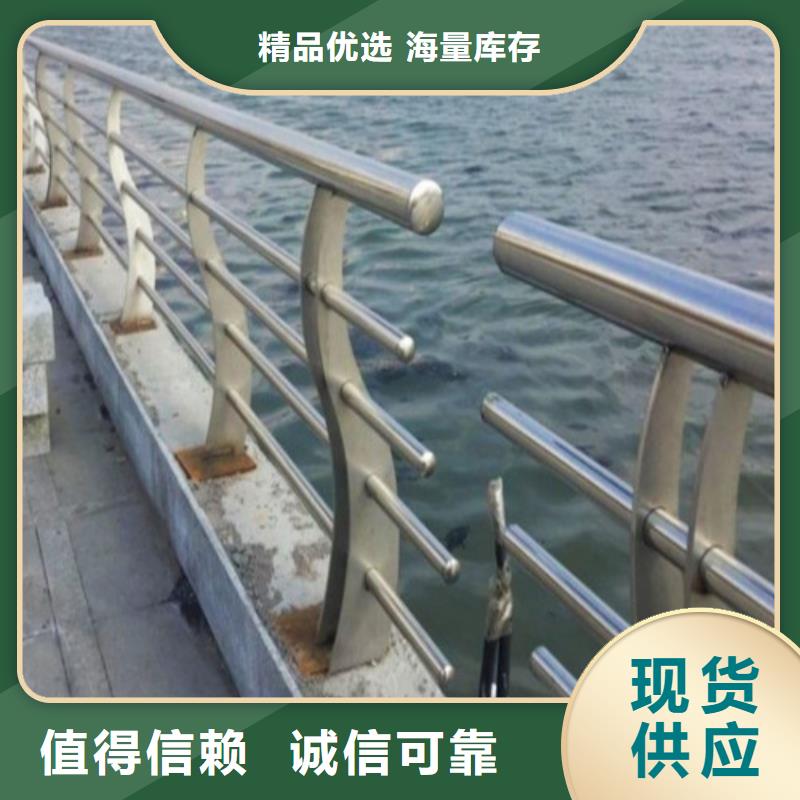
不锈钢复合管防撞护栏装置1、预埋底板装置预埋件(后加埋件)护栏预埋件的装置只能选用后加埋件做法,其做法是选用膨胀螺栓与钢板来制造后置连接件,先在土建底层上放线,断定立柱固定点的方位,然后在地面上用冲击钻钻孔,再装置膨胀螺栓,螺栓保持满足的长度,在螺栓定位今后,将螺栓拧紧同时将螺母与螺杆间焊死,防止螺母与钢板松动。扶手与墙体面的连接也同样采取上述办法。<br /> 2、放线<br /> 在加埋件施工的时候,或许发作差错,所以在立柱装置之前,应从头放线,以断定埋板方位与焊接立杆的准确性,如有偏差,及时修正。<br /> 3、焊接立柱<br /> 装置立柱、焊接立柱时,需双人配合,一个扶住钢管使其保持垂直,在焊接时不能晃动,另一人施焊,要四周施焊,并应符合焊接规范。<br /> 4、焊接面管,玻璃连接件<br /> 扶手与立柱在装置前,通过拉长线放线,根据场地的倾斜角度及所用扶手的圆度,在其上端加工出凹槽。然后把扶手直接放入立柱凹槽中,从一端向另一端顺次点焊装置,相邻扶手装置对接准确,接缝严密。相邻钢管对接好后,将接缝用不锈钢焊条进行焊接,然后镶配有机玻璃。<br /> 5、抛光打磨<br /> 全部焊接好后,用手提砂轮机将焊缝打平砂光,直到不显焊缝。<br /> 6、装置玻璃<br /> 镶配有机玻璃,玻璃等栏板,护栏玻璃类型、厚度应符合规划要求,并应运用厚度不小于12mm的钢化玻璃

